{kind=link}
{kind=link}
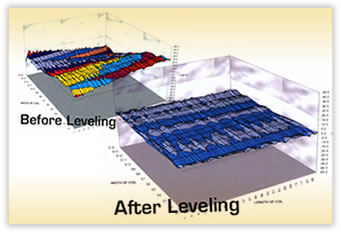
Our levelers have the capability to correct material shape defects such as coil set, cross bow, edge wave, and center buckle by cold working the metal beyond its yield point over a series of work rolls. Both the upper and lower work rolls are backed up by flights of backup bearings. The backup bearings for the upper rolls can be adjusted to provide roll bending. With roll bending, areas of the strip across the width can be worked harder than other areas to achieve a higher level of flatness when material has edge wave or center buckle.
This service is available at the Woodburn, KY plant.
- Main Contact
-
Brian Rismiller
brian_rismiller@precision-strip.com
- Max. Width: 76”
- Gauge Range: .010” to .125”
- Max Yield Strength: 40,000 PSI (at .125”)
- Carbon steel (bare and coated), embossed, stainless steel, copper and aluminum